
N’est-ce pas évident?
Grâce à Debnath Goswami, directeur générale chez Extrude Hone India, découvrons pourquoi.
Pour les matrices, que ce soit pour l’extrusion, le tréfilage, le forgeage ou encore le pressage de comprimés, la finition de surface compte. Pas seulement du point de vue de la qualité de sortie, cela compte même du point de vue de la productivité.
Une matrice bien finie peut produire plus, en moins de temps et dure plus longtemps avant la prochaine finition. De plus, une meilleure finition de surface signifie moins de probabilité que le matériau y adhère, garantissant une qualité de sortie parfaite.
Comment finissons-nous les matrices ?
Bonne question.
Qu’elle soit neuve ou d’occasion, le reconditionnement d’une matrice est un aspect important de la fabrication.
Compte tenu des progrès de la science des matériaux, les matrices d’aujourd’hui sont plus dures. Ajoutant aux défis, certaines des matrices sont très compliquées avec des formes complexes et des passages étroits.
Tout ce qui précède rend le processus de finition plus difficile et souvent plus long.

Extruson de Pâte Abbrasive ( AFM)
Juste au cas où votre processus de finition actuel ne suivrait pas le rythme de vos exigences de qualité et de productivité, ou dépendrait des compétences humaines et prendrait du temps, il est temps de penser à l’AFM.
Le processus AFM (populairement connu sous le nom d’Extrude Honing) utilise un média abrasif pour polir les matrices. Le média est appliqué à haute pression pour modifier les caractéristiques de surface d’un composant usiné.
AFM a la confiance des leaders de l’industrie depuis plus de six décennies. De l’acier trempé au carbure, la capacité d’AFM à finir une matrice a passé les tests du temps.
Étude de cas réels
Composant : matrice de tréfilage
Dimension du passage : 5 mm x 1,5 mm
Matériau de construction : Carbure
Processus de fabrication : EDM
Processus de finition : AFM
Temps de finition : 15min
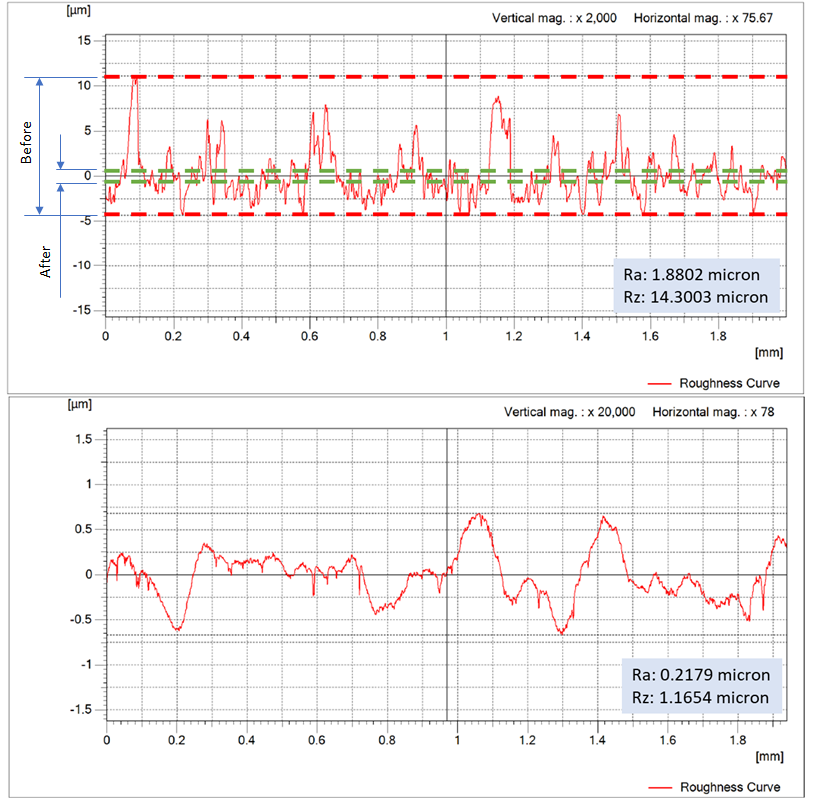
Amélioration de la surface :
Ra – De 1,9 à 0,2 micron
Rz – De 14,3 à 1,2 micron
Want to learn more, check our dedicated Abrasive Flow Machining webpage: